Sputtering 원리
Sputtering deposition은 활성 된 입사 입자들의 충돌에 의한 Target의 입자 방출로서 이루어지는 증착과정이다.
이때 충격에너지는 Target 물질을 증발시키는데 필요한 열에너지의 약 4배 이상의 에너지를가져야 물질에서 원자를 때려 탈출시키는데 충분하며, 화학적,
열적 과정이 아닌 Physical momentum exchange process로 거의 모든 물질을 Target으로 사용할 수 있다.
Sputtering mechanism
진공 chamber내에 불활성 기체(Ar)를 넣고 Target에 전압(cathode)을 가한다
(무거운 이온일수록 높은 Sputtering yield를 나타내지만 낮은 가격 때문에 주로 Ar이 사용됨.)
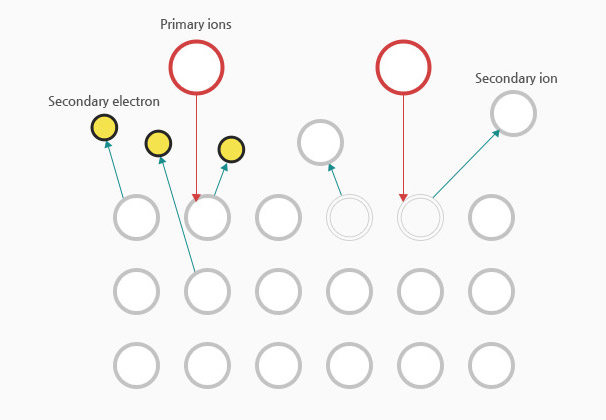
Cathode로부터 방출된 전자들이 Ar 기체와 충돌하여, Ar을 이온화 시킨다. Ar + e-(primary) = Ar+ + E-(primary) + e-(secondary)
Ar이 excite되면서 전자를 방출하면, 에너지가 방출되며, 이때 glow discharge가 발생하여 이온과 전자가 공존하는 gas에 따라 특정 색깔의 plasma를 보인다.
Plasma 내의 Ar+이온은 큰 전위차에 의해 Target(cathode)쪽으로 가속되어 target의 표면과 충돌하면,
중성의 target 원자들이 튀어나와 기판에 박막을 형성시킨다.
Sputtering 장·단점
-
- 장점
-
여러 가지 다른 재료에서도 성막속도가 안정되고 비슷하다.
균일한 성막이 가능, step 또는 defect coverage가 좋다.
박막의 응착력(adhesion)이 좋다.
금속, 합금, 화합물, 절연체 등 다양한 재료의 성막이 가능하다.
Target냉각이 가능하여 큰 target 사용이 가능하다.
기판의 sputter etching으로 pre-cleaning이 가능하다.
O2, N2 등의 reactive sputter로 산화물, 질화물 박막의 형성이 가능하다.
-
- 단점
-
성막속도가 낮다. (<10Å/sec)
Magnetron sputtering으로 개선할 수 있음High energy deposition으로 박막의 불균일과 damage발생요인이 된다.
성막 후 열처리로 불균일과 damage 감소시킴박막이 전자, UV, 이온 등에 노출되어 가열된다. (100~150℃)
필요에 따라 기판 holder의 냉각이 필요하다.성막조건이 민감하고 서로 영향을 끼친다.
Sputtering parameters 등을 조절하여야 한다.
DC sputtering 장·단점
-
- 장점
-
구조가 간단하며, 가장 표준적인 sputter 장치이다.
성막속도가 여러 종류의 금속에 대해 거의 일정하다.
전류량과 박막두께가 거의 정비례하므로 조절이 쉽다.
RF sputtering에 비해 성막속도가 크다.
박막의 균일도가 크다.
높은 에너지의 공정이므로 밀착강도가 높다.
-
- 단점
-
Target 재료가 금속에 한정된다.
높은 Ar 압력이 필요하다. (10 ~ 15 mTorr)
기판이 과열되기 쉽다.
RF sputtering
DC sputtering에서는 target이 산화물이나 절연체일 경우 sputtering되지 않는다. 이러한 단점은 RF sputtering함으로써 해결될 수 있으며 특히 낮은 압력에서도
Sputter된 물질이 Substrate로 도달하는 동안에 Scattering이상대적으로 감소하여 높은 Sputtering Yield 값을 가질 수 있다.
DC discharge에서는 2차 전자가 Ionization process에 충분한 에너지를 공급하기 전에 양극으로 소멸되지만 RF는 두전극이 Plasma에비해서 Negative potential을
가지므로 전자를 Reflect시켜서 Ionization에 충분히 이용할 수 있다.
RF sputtering은 금속 이외에도 비금속, 절연체, 산화물, 유전체 등의 sputtering이 가능하며, 주파수는 주파수는 낮은 ㎒의 주파수이어야 하나 미국연방 통신규약의
전파관리상 라디오 주파수와 간섭을 피하기 위하여 주로 13.56MHz 의 고주파 전원을 작동하도록 규제하고 있다.
Sputter된 물질이 Substrate로 도달하는 동안에 Scattering이상대적으로 감소하여 높은 Sputtering Yield 값을 가질 수 있다.
Magnetron sputtering
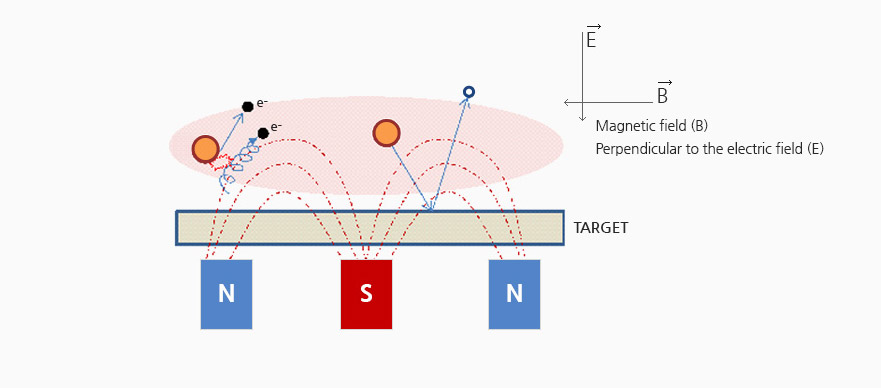
Target의 이온화를 증가시키기 위하여 Target 뒷면에영구자석 또는 전자석을 설치하여 전기장(cathode)으로부터 방출되는 전자를 target 바깥으로 형성되는
자기장내에 국부적으로 모아 Ar 기체원자와의 충돌을 촉진시킴으로써 Sputter yield를 높이는 방법이다.
-
- 장점
-
Sputtering 효율이 증가된다.
전자의 와류운동으로 전자의 기판 및 박막에의 충돌을 감소시킬 수 있다.
따라서 기판온도 상승효과가 적다.
SiO2, Al2O3 등의 절연체의 경우에도 성막속도가 크다.
유전체 재료의 sputter 또는 reactive sputter가 가능하다.
주어진 input power 에서 성막속도가 일정하다. (±10%)
영구자석의 적절한 배열과 shield 사용으로 박막두께의
균일도(uniformity)를 쉽게 조절할 수 있다.
-
- 단점
-
자기장이 target 표면에 수직으로 들어오고 나가도록 해야한다.
자기장 근처에서의 선택적인 sputter로 target의 소모성이 크다. (효율 약 25%)
자성이 있는 재료(Co, Ni 등)의 sputtering 시, 자기장이 target 바깥으로
나오기 힘들다. 따라서 1/8” ~ 1/32” 정도의 얇은 target을 사용해야 한다.
Reactive sputtering
Bias sputtering 과는 정반대의 역할로, 임의의 목적에 따라 산화물 또는 질화물 등의 박막(유전체 박막 등)을 형성하기 위해 reactive sputtering 을 이용한다.
이 방법은 보통의 sputtering 과 동일하나 Ar 기체 외에 미량의 산소 또는 질소를 함께 공급함으로써 원하는 화합물의 박막을 만들 수 있다.
Reactive sputtering 에 의한 화합물 박막 형성은, 산화물이나 질화물 target을 직접 sputter 하는 것보다 제조, 순도 및 가격 면에서 유리하다.
그 이유는 target 으로부터의 기체상태의 원자는 매우 불안정한 상태여서, 반응성 기체와 쉽게 반응하며 기판에 도달한 원자도 박막상태에서 반응이 빠르기 때문이다.
Reactive sputtering 중 기판온도를 올려주면 화합물 형성속도가 빨라져 성막속도를 증가시킬 수 있다.
그러나 Reactive sputtering 에서는 진공압력 gauge 나 glow discharge 용 filament 의 수명을 짧게 하고 EC sputter 동안 target 표면에 산화물 또는 질화물
등의 절연층을 형성하므로 sputter 효율을 감소시킨다. 이러한 현상은 DC sputtering의 경우 sputter 초기부터 target 뒷면의 영구자석을 회전시켜 주거나, 자석의 전류를 변화시키면 개선할 수 있다.
자성체
자성체란 자기장 내에서 자화되는 물질의 총칭으로, 넓은 의미로서는 공기도 자성체에 포함된다.
요컨대 정도의 차이는 있어도 지구상에 존재하는 물질은 전부 자성체라고 할 수 있다. 그러나 그 자성(자석에 흡인하는 성질) 레벨은 물질(소재)에 따라 크게 다르다.
철과 같이 강한 자성을 나타내는 것을 강자성체, 또 알루미늄과 같이 거의 자성을 나타내지 않는 것을 상자성체라고 불러서 구분하고 있다. 여기서 상자성체는
비자성체라고도 한다. 상자성체 중에는 금이나 구리와 같이 반자성을 나타내는 물질도 있는데, 이들은 특히 반자성체라 불리고 있다. 반자성체는 강자성체와 완전히
반대의 성질을 갖는 것이지만 그 작용은 극히 미약하기 때문에 구분상으로는 상자성체에 포함시키고 있다.
- 강자성체
- 철(Fe), 니켈(Ni), 코발트(Co)
- 상자성체
- 알루미늄(Al), 크롬(Cr), 백금(Pt)
- 반자성체
- 구리(Cu), 금(Au), 은(Ag)
자발자기와 온도의 관계
퀴리점 이하의 온도라면 철 등 강자성체의 전자 스핀은 어떤 방향으로 정렬하고 있다. 정렬하고 있는
스핀이 많을수록 그 자성체는 자석이 되기 쉬우며 적은 외부 자기장에서 자화된다.
이 경우, 스핀 방향에 미니 자석이 형성되어 있다고 생각되기 때문에 일종의 원자 자석이라고
간주할 수 있다. 요컨대, 강자성체는 자연스럽게 자기를 갖고 있는 것으로서 이것을 자연자기라고 한다.
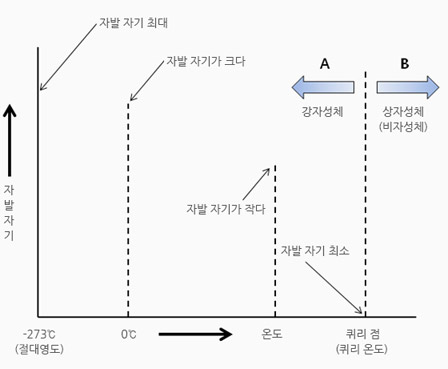
자발자기는 온도 의존성을 갖고 있으며 -273℃(절대온도)에서 최대가 된다. 온도상승과 함께
자성은 저하되고, 퀴리점에서 일체의 자성을 잃는다. 즉, 비자성체(상자성체)가 된다.
자화(Magnetizing)
자화(磁化)는 자화 방법에 따라 3가지로 구분할 수 있다. 원자자석들을 정렬시키는 것이 자화인데 자성체 내의 원자자석들은 자화 시키기 전에는 N극과 S극이
서로 꼬리에 꼬리를 물고 있어서 자력선이 외부로 방출되지 못하는 상태(무자화)로 존재한다.
그러나 외부에서 강력한 N극과 S극의 자계(磁界)를 걸어주면 이 원자 자석들은 외부자계와 평행하게 정렬되어 외부로 자력선을 방출할 수 있는 구조로 변하게 된다.
이와 같이 자성체의 외부에서 강한 자계를 걸어 원자 자석(磁石)들이 자극을 일정한 방향으로 정렬시키는 것을 자화(磁化)라고 하는데 자화하는 방법으로써
흔히 직류전류를 코일에 충분히 크게 흘려넣어 강한 자계{자장이라고 한다.자력선이 세력을 형성한 공간세계라는 뜻}을 만들고 그 자계 내에 자성체를 넣어 자화
시키는 방법을 많이 사용하고 있다. 경우에 따라서 작은 페라이트 소재를 약하게 가자화시키는 방법으로서 직류전원을 직접 이용하지 않고 강력한 희토류계
영구자석인 네오디뮴(Nd-Fe-B) 등의 자석에 이 자성소재를 직접 접촉시켜서 가자화를 시키기도 한다.
투자율
투자율은 자속밀도와 그것에 대응하는 자화력의 비(자속밀도/자화력)로서 자력선을 얼마만큼 통과시키기 쉬운지를 나타내는 것이다.
투자율과 비슷한 말에 비투자율이라는 말이 있는데, 이것은 자기재료의 투자율을 진공중의 투자율로 나눈 것이다.
비투자율이가장높은 것은 철(Fe)로서 그 값이 120~20,000이다. 그 밖의 강자성체로서는 코발트가 270, 니켈이 180으로 되어 있다.
한편 알루미늄, 구리 등의 상자성체(비자성체)의 비투자율은 1에 가까워 공기나 진공 중과 거의 같다. 알루미늄이나 구리 등은 비투과율이 매우 작기 때문에
금속임에도 불구하고 간단히 자력선이 뚫고 나간다. 즉, 자력선을 차단하는 힘이 전혀 없는 것이다.이것에 비하여 철 등의 강자성체는 금속중에 자력선이 통과하기
어렵기 때문에 한번 들어간 자력선은 그 강자성체가 자기포화를 일으키지 않는 한 꿰뚫고 나가는 일은 없다.
히스테리시스 루프(Hysteresis loop)
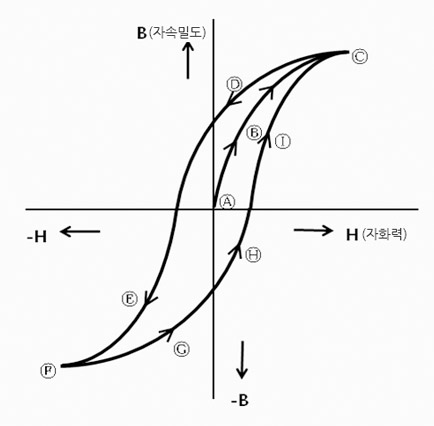
철 등의 강자성체를 서서히 자화하면자속밀도와자화력의 관계는 0 A B C 와 같은 특성을 나타낸다.
그런데, 포화상태(포화점C)에서 서서히 자화력을 감소시키면 자속밀도는 이것에 대응해서
감소하여 C D로 변화한다. 더욱 자화력을 마이너스 방향으로 가하면 E를 경유하여 F에 도달한다.
비투자율이가장높은 것은 철(Fe)로서 그 값이 120~20,000이다. 그 밖의 강자성체로서는
코발트가 270, 니켈이 180으로 되어 있다.
한편 알루미늄, 구리 등의 상자성체(비자성체)의 비투자율은 1에 가까워 공기나 진공 중과 거의 같다.
알루미늄이나 구리 등은 비투과율이 매우 작기 때문에
금속임에도 불구하고 간단히 자력선이 뚫고 나간다. 즉, 자력선을 차단하는 힘이 전혀 없는 것이다.
이것에 비하여 철 등의 강자성체는 금속중에 자력선이 통과하기
어렵기 때문에 한번 들어간 자력선은 그 강자성체가 자기포화를 일으키지 않는 한 꿰뚫고
나가는 일은 없다.
Magnetron sputtering
일반적으로 자성재료의 특성은 히스테리시스 커브로 알수 있지만, 영구 자석에 대해서는 BH 커브가 활용된다.일반적으로 좋은 자석이란 자력이 강력한 자석을
말하는데, 이것은 자속밀도에 비례한다. 그러나 자속 밀도가 커도 보자력이 작으면 그 자력을 안정적으로 계속 유지할 수 없다. 따라서 좋은 자석이란 자속밀도가 크고 보자력도 큰 자석이라고 할 수 있다.
아래의 곡선은 감자 곡선을 나타내는데 곡선상의 임의의 점 “A”에서의 “b” 와 “H”의 값은 Ba와 Ha가 되는데 이 점에 있어서 사용상의 Energy는 Ba X Ha가 되고
이것을 Energy적이라 부른다. 곡선상의 Ba X Ha가 최대가 되는 점 “D”에서의 Bd X Hd를 최대 Energy적이라 부르고 “BHmax”로 표시하며 그 단위는 “X10GOe”를 사용한다.
감자곡선 상의 임의의 점의 Energy적을 쉽게 알기 위하여 같은 BH가 되는 점을 연결하여 미리 그려 놓는다.
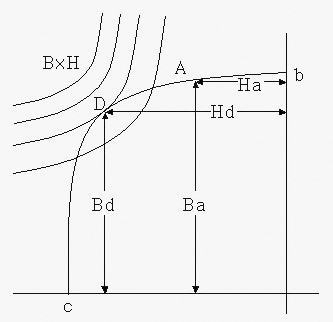
이 상태에서 외부 자장을 점차 줄이면 자속밀도는A→b로 감소하고 외부자장을 0(zero)으로 하면 “b”점에 오게 되고 0(zero)b의 자속밀도가 남게 된다.
이 값을 잔류자속밀도(Residual Induction)라 부르고 Br로 표시하며 단위는 G(Gauss)이다.
더욱 역방향의 외부자장을 가하면 점점 자속밀도가 감소하여 “c”점에
오게 되는데, 이 “c” 점에 오게 하기 위한 필요한 역방향의 외부자장의 강도를 보자력 또는
항자력(Coercive Force)라 부르고 Hc로 표시하며 단위는 Oe(Oersted)이다.