Evaporation source
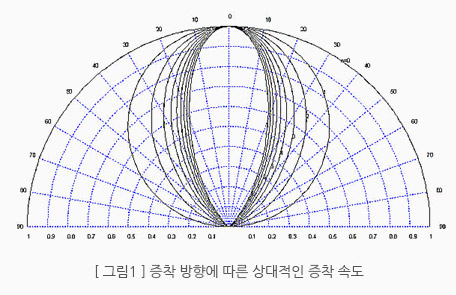
Evaporation 분포는 L. Holland, W. Steckelmacher[1]등이 제안한 [그림1]과 <식1>과 같은 코사인(cosine) 함수 분포를 가진다고 알려져 있다.
<식1>에서 m()은 증발원의 수직에서 임의의 각으로 증발되는 물질의 양이고 m0는 0 일 때 증발되는 양이다.
<식1>에서 n은 점 증착원의 형태와 증발조건에 따라서 달라지는 상수로, 증발되는 물질의 이방성 정도를 나타낸다.
-

점 증착원을 사용하는 경우 n 값에 따라 증착속도 및 증착의 형태가 달라지기 때문에 n 값을 정확히
구할 수만 있다면 증착 박막의 두께와 증착 효율을 추산 할 수 있다. 이러한 n 값은 실험적으로
점 증착원에서증착된 박막의 두께분포를 측정하여 아래 <식2>로 구할 수 있다. -

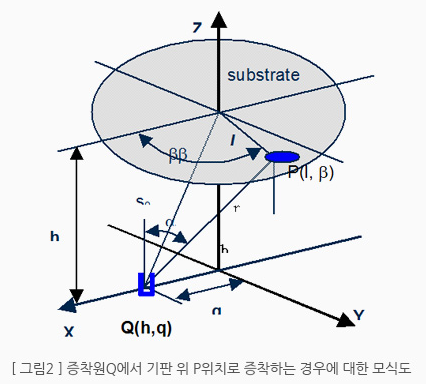
점 증착원의n 값을 알고 있고 [그림2]에서 증착원의 위치 Q를 알고 있는 경우 증착면P에서의
두께는 cosine 함수로 표현된다. [그림2]에서 l, β는 기판의 중심에서 거리와 기판 중심과 증착원의
직선과 측정점 간의 각도이다. h, q, b는 기판과 증착원과의 높이, 중심에서의 거리와 증착원 간의
경사각(Tilting Angle )이다.
[그림2]에서 기판 위의 임의의 위치, P에서 박막의 두께는 다음 <식3>으로 표현된다. -
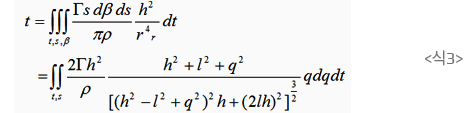
<식 3 >에서 두께 t는 l, h, q의 함수
 로 나타낼 수 있으며, 이 방정식의 일반 해는 존재하지
로 나타낼 수 있으며, 이 방정식의 일반 해는 존재하지
않기 때문에 컴퓨터 시뮬레이션을 통하여 방정식의 해를 구할 수 있다. 박막의 두께에 대한
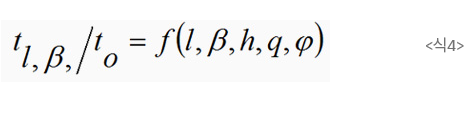
<식 3 >을 상대적인 두께 식 t(l,B )/t0으로 표현하면 <식 4 >와 같다. -
점 증착원을 사용하는 경우 박막두께 균일도를 확보할 수 있는 면적이 작기 때문에 기판을 회전하면
넓은 면적에서도 두께 균일도를 얻을 수 있다.
이 경우의 두께 분포는 <식 5 >와 같이 표현되며, 선형 증착원이나 여러 개의 점 증착원을 사용하는
경우는 <식 6 >과 같이 표현 될 수 있다. <식 5 >와 <식 6 >에서
T(l.)는 기판 위 주어진 거리 l과 각도 에서 박막의 두께이고 To는 l과 가 각각 0일 때의 두께이다. -

위의 증착이론을 바탕으로 점 증착원의증착균일도를 Simulation을
진행 하면 다음과 같다. -

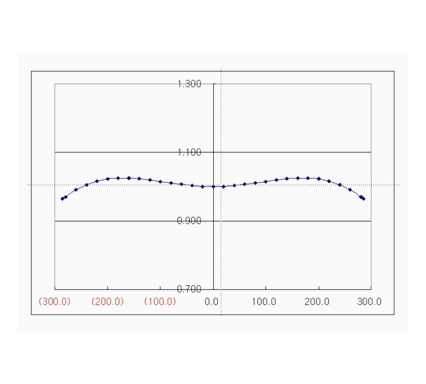
여기서 기판과 증착원과의 거리는 530mm로 하였으며 n factor는 4, 증착원과
기판 중심과의 거리(q)는 310mm로 하여 기판을 회전 한 것이다.
이때 증착Simulation 균일도는± 5%이하의 결과를 나타냄을 알 수 있다.